
 EN
EN

 English
English русский
русский Español
EspañolStandard Air Operated Pinch Valves
Cat:Air Operated Pinch Valves
Air Operated pinch valves offer a unique and cost-effective solution for fluid control problems. The secret lies in the rubber valve sleeve - the onl...
See DetailsContent
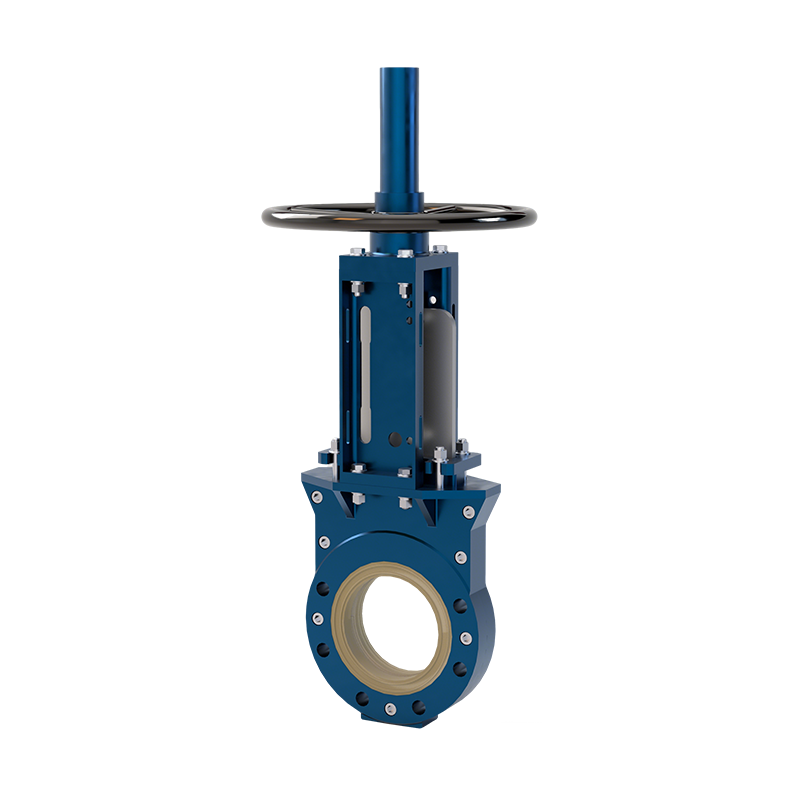
In industries that handle abrasive, viscous, or particle-laden fluids, standard gate valves quickly fail to perform. Slurry knife gate valves are engineered specifically to overcome this challenge. Unlike conventional valves, the knife gate design features a sharp-edged stainless steel blade that cuts cleanly through dense media — including mining slurry, pulp, wastewater sludge, and chemical suspensions — providing a reliable shut-off even under the most demanding conditions.
The core advantage lies in the blade geometry. The gate is precision-ground to a knife edge, which shears fibrous materials and solid particles rather than compressing them. This prevents jamming, reduces seat wear, and maintains a leak-tight seal over thousands of operating cycles. For plant operators, this translates directly into lower maintenance frequency and reduced unplanned downtime — both critical metrics in continuous-process industries.
Slurry knife gate valves are available in a wide range of body materials — cast iron, ductile iron, stainless steel 304/316, and super duplex alloys — allowing engineers to match the valve metallurgy to the corrosivity and temperature of the process media. Seat and sleeve liners made from natural rubber, EPDM, NBR, or polyurethane further extend service life in highly abrasive slurry environments.
Understanding the internal design of a slurry knife gate valve helps procurement engineers specify the right product and avoid costly field replacements. The following features are central to performance evaluation:
Manufacturers with large-scale vulcanization equipment and rubber material testing facilities — such as Anhui Fengchi Pump Valve Manufacturing Co., Ltd. — can produce custom-formulated rubber liners with precise Shore A hardness and chemical resistance profiles, a capability that generic suppliers often cannot match.
Standard slurry knife gate valves typically operate in the Class 150 (PN10–PN16) range, which covers the majority of gravity-fed or low-pressure pumped slurry circuits. However, certain industrial processes — deep-shaft mining dewatering, hydraulic tailings transport, high-density thickener underflows, and pressurized pipeline pigging systems — demand a high-pressure slurry knife gate valve rated to Class 300, Class 600, or even Class 900 (PN50–PN150).
The engineering challenges at elevated pressure are significant. The blade must resist deflection under differential pressure, the body casting must meet ASME B16.34 or EN 12516 pressure-temperature ratings, and the stem sealing system must handle both the mechanical load of valve actuation and the hydrostatic force of the contained fluid. Wall thickness calculations, non-destructive testing (NDT), and pressure testing to 1.5× design pressure are standard production steps for compliant high-pressure units.
| Parameter | Standard Slurry Knife Gate Valve | High-Pressure Slurry Knife Gate Valve |
|---|---|---|
| Pressure Class | PN10 – PN16 (Class 150) | PN50 – PN150 (Class 300–900) |
| Body Material | Cast Iron, Ductile Iron | Carbon Steel, Stainless Steel, Alloy Steel |
| Blade Thickness | Standard gauge | Reinforced, pressure-calculated |
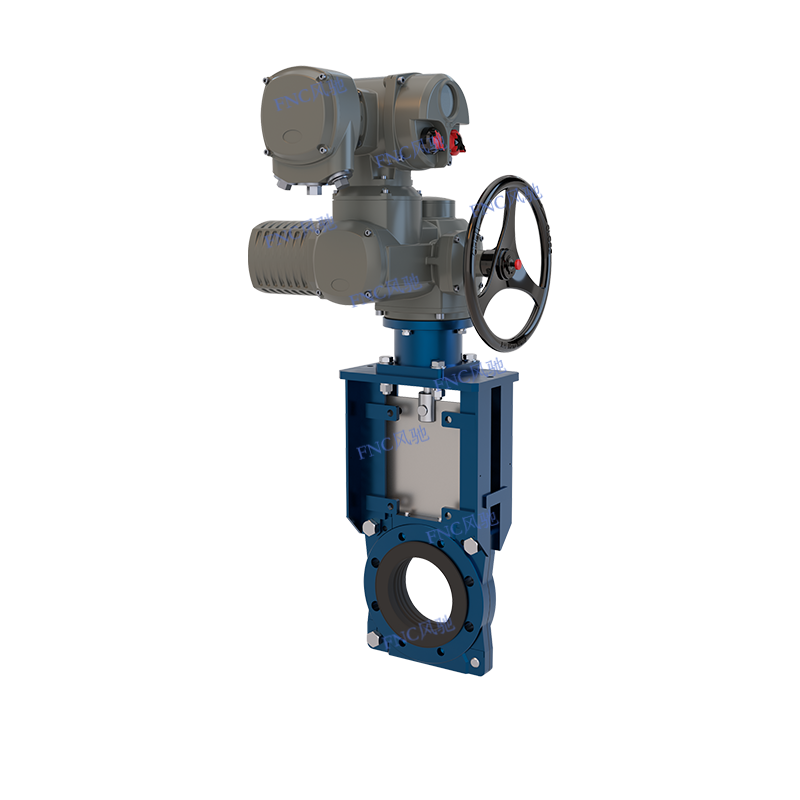
| Actuation Force | Handwheel or light actuator | Gearbox, pneumatic, or electric actuator |
| Testing Standard | API 598 or EN 12266 | ASME B16.34, API 598, NDT required |
| Typical Applications | Wastewater, light mineral slurry | Deep mining, tailings, hydraulic transport |
The versatility of slurry knife gate valves is reflected in the breadth of industries that rely on them for critical isolation duties. Each sector presents a distinct set of media characteristics and operating conditions:
In copper, gold, iron ore, and phosphate processing plants, slurry concentrations routinely reach 60–70% solids by weight. Knife gate valves are deployed at thickener underflows, ball mill discharge lines, and pump isolation points. The high-pressure slurry knife gate valve variant is essential in hydraulic transport pipelines where slurry is pumped over distances exceeding several kilometers at pressures above 40 bar.
Wood pulp suspensions contain long fibrous strands that jam conventional valves within hours of operation. The cutting action of the knife gate blade severs these fibers cleanly, making knife gate valves the standard isolation device throughout pulp digesters, bleach plant filtrate lines, and stock chest outlets across the paper industry.
Primary sludge, digested biosolids, and dewatered cake all require valves that can operate reliably in wet, corrosive, and biologically active environments. Rubber-lined knife gate valves rated for PN10–PN16 service dominate this application. Their ability to be actuated remotely via electric or pneumatic actuators makes them ideal for automated sludge dosing and dewatering filter press feed systems.
Coal-fired power plants generate fly ash and bottom ash slurries that must be conveyed to settling ponds or treatment facilities. Both standard and high-pressure slurry knife gate valve configurations are used at ash slurry pump discharge points and pipeline isolation stations, where abrasion resistance and long service intervals are mandatory requirements.
Specifying the correct slurry knife gate valve requires a structured approach. Selecting on price alone — without accounting for media properties and operational demands — frequently results in premature failure and total cost of ownership figures far exceeding the initial savings. The following parameters should be evaluated systematically:
Even the most robustly designed slurry knife gate valve will underperform if routine maintenance is neglected. A proactive maintenance program — aligned with the manufacturer's service documentation — is the single most effective strategy for extending equipment life and protecting production continuity.
Packing inspection and adjustment should be carried out every three to six months in abrasive slurry service. A leaking packing gland not only creates a safety and environmental hazard but also accelerates stem erosion, eventually requiring full valve replacement. Most knife gate designs allow gland re-tightening under line pressure without process shutdown.
Blade and seat sleeve inspection at planned turnarounds can identify erosion patterns early. A blade with uneven wear on one edge indicates misalignment or asymmetric flow — both correctable issues if caught before through-wall erosion occurs. Sleeve replacement is typically a two-hour workshop task that returns the valve to as-new sealing performance.
For high-pressure slurry knife gate valves, bolt torque verification on bonnet and flange joints is a mandatory post-startup check. Thermal cycling and vibration in high-energy slurry systems can relax fastener tension, leading to external leakage at joints that were initially within specification.
Partnering with a manufacturer that holds ISO 9001-2015, ISO 14001, and ISO 45001 certifications — such as Anhui Fengchi Pump Valve Manufacturing Co., Ltd. — provides the additional assurance that quality control processes, material traceability, and safety management systems are independently audited and consistently applied across every production batch. This directly supports longer equipment maintenance cycles and reduces the losses caused by frequent downtime and unplanned repairs.

Air Operated pinch valves offer a unique and cost-effective solution for fluid control problems. The secret lies in the rubber valve sleeve - the onl...
See Details
Compared to ordinary pinch valves, large-diameter pinch valves have much higher production requirements. As the “core component” of the pinch valve, t...
See Details
The operating principle of the FNC® enclosed pinch valve is straightforward. When in the open position, the valve provides a full-bore passage, allowi...
See Details
Air Operated pinch valves offer a unique and cost-effective solution for fluid control problems. The secret lies in the rubber valve sleeve - the onl...
See Details
Air Operated pinch valves offer a unique and cost-effective solution for fluid control problems. The secret lies in the rubber valve sleeve - the onl...
See Details
Air Operated pinch valves offer a unique and cost-effective solution for fluid control problems. The secret lies in the rubber valve sleeve - the onl...
See Details
Phone: +86-136 7173 4086

Tel: +86-563 5033 866

Email: red@pinchvalves.com.cn
Address: